










Theory in the Classroom, Results on the Shop Floor!
The day-to-day knowledge held by the Sierra 57 team working directly with machines, tooling, and manufacturing partners provides ...

Injection Moulding Process Control: Hot Runner vs Cold Runner Systems
The day-to-day experience of the team at Sierra 57 Consult, working directly with machines, tooling and manufacturing partners, ...

Yushin opens new UK & Ireland HQ to power future growth
At the end of 2025, Yushin relocated to a new facility in Redditch—marking a major step forward. Rising ...

What makes an imm truly competitive in today’s market?
In today’s injection moulding landscape, manufacturers are under increasing pressure to ‘do more with less’. Rising energy prices, ...

Injection Moulding Training Programmes Across the UK
In the fast-moving world of plastic injection moulding, precision and efficiency are critical. From cycle time optimisation and ...

Demonstrating Digital Synergy to Ireland Market
At Plastics Live Ireland, Stand D7, Sumitomo (SHI) Demag will showcase how the company seamlessly integrates three advanced ...

SDUK Continues Learning Journey At PTIC
Sumitomo (SHI) Demag UK has arranged for the Polymer Training & Innovation Centre (PTIC) in Telford to temporarily ...

ENGEL Strengthens Global Presence Through Strategic Leadership Hires and Market
Expansion ENGEL, a global leader in injection moulding machinery and automation, is accelerating its international growth plans with ...
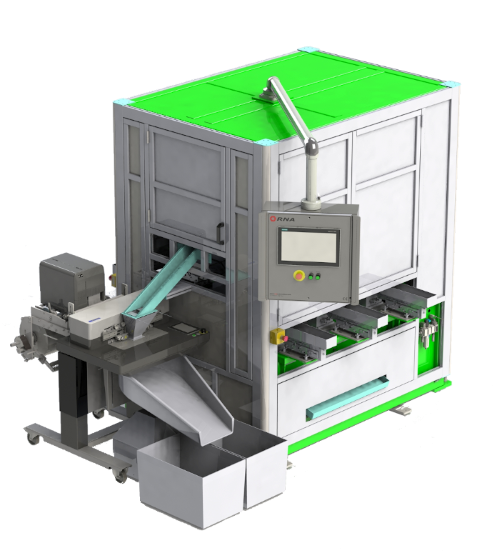
RNA Automation Ltd Introduces FlexType™ P Pack for Plastics Industry
FOR IMMEDIATE RELEASE Birmingham, UK – 4 September 2025 RNA Automation Ltd has introduced an innovative solution for ...

Listgrove will be attending the K2025 show
We are delighted to announce that Listgrove will be attending the K2025 show, taking place in Düsseldorf from ...

FANUC to launch new ROBOSHOT SC injection moulding range at K 2025
FANUC is set to showcase its latest series of ROBOSHOT injection moulding machines at the K 2025 exhibition ...

High Maintenance For Low Maintenance
Investing time and resources in keeping your injection moulding machinery in the best condition can eventually save you ...

Future-Proof Production in Focus: Labotek Showcases Energy-Efficient Innovations at K 2025
Press Release Wuppertal, July 29, 2025 At K 2025 in Düsseldorf, Labotek will unveil a suite of energy-efficient, ...
Theory in the Classroom, Results on the Shop Floor!
The day-to-day knowledge held by the Sierra 57 team working directly with machines, tooling, and manufacturing partners provides rare, real-time visibility into the challenges that shape manufacturing outcomes. This expertise is more than operational know-how that demystifies complex processes – it bridges the gap between theory and practice Here, James Hayward, Principal Consultant – Mould…
Injection Moulding Process Control: Hot Runner vs Cold Runner Systems
The day-to-day experience of the team at Sierra 57 Consult, working directly with machines, tooling and manufacturing partners, provides rare real-time visibility into the factors that shape injection moulding performance. This practical expertise goes far beyond operational know-how. It helps bridge the gap between engineering theory and real-world production, demystifying complex manufacturing processes and helping…
Yushin opens new UK & Ireland HQ to power future growth
At the end of 2025, Yushin relocated to a new facility in Redditch—marking a major step forward. Rising demand for automation made it clear the previous Bromsgrove site could no longer support the company’s ambitions. The new 20,000+ sq ft site is designed for scale and efficiency, featuring a dedicated training room, robot demo area,…
What makes an imm truly competitive in today’s market?
In today’s injection moulding landscape, manufacturers are under increasing pressure to ‘do more with less’. Rising energy prices, sustainability targets, global insecurity and ongoing skills shortages are all driving a shift in how production is approached across the UK and beyond. As a result, the focus is no longer simply on clamp force and mould…
Injection Moulding Training Programmes Across the UK
In the fast-moving world of plastic injection moulding, precision and efficiency are critical. From cycle time optimisation and material performance to tooling management and automation integration, even small improvements can deliver major commercial advantages for manufacturers. As injection moulding machinery becomes more advanced and production demands continue to grow, many manufacturers are facing a widening…
Demonstrating Digital Synergy to Ireland Market
At Plastics Live Ireland, Stand D7, Sumitomo (SHI) Demag will showcase how the company seamlessly integrates three advanced automation and processing devices supplied by three premium partners into the intuitive NC5 Plus control featured on every IntElect machine. Simulating this unified data exchange between machines, devices and systems from different manufacturers, visitors will be able…





































